
Ю. Шухман из Москвы делает вагонку собственным экономичным способом, по своей оригинальной технологии, с использованием приспособления, которое сам придумал и изготовил.
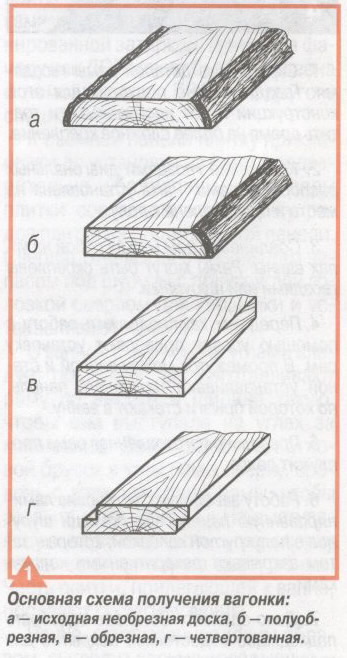
На первом этапе автор срезает один из обзолов по строго прямой линии (рис. 1). Для досок длиной более 3 м это не такая уж простая операция: сложность заключается в проведении на доске длинной прямой линии. Можно, используя любой известный читателю способ, изготовить доску-шаблон, с помощью которой и размечать край на всех остальных досках обрабатываемой партии. По этой разметке обрезают первый обзол, в результате чего мы получаем полуобрезные доски с одним ровным прямым краем. Обрезать вторую кромку гораздо проще, потому что ровный край полуобрезной доски прижимают к упору на рабочем столе циркульной пилы, а расстояние от упора до плоскости пилы и будет шириной получаемой при этом обрезной доски.
Все просто, если производить обрезные доски одинаковой ширины. Но исходные необрезные доски имеют разброс ширины (иногда весьма значительный). В отходы может уйти значительная часть исходного материала, если не регулировать упор для каждой доски, а в противном случае обработка досок неоправданно затягивается.
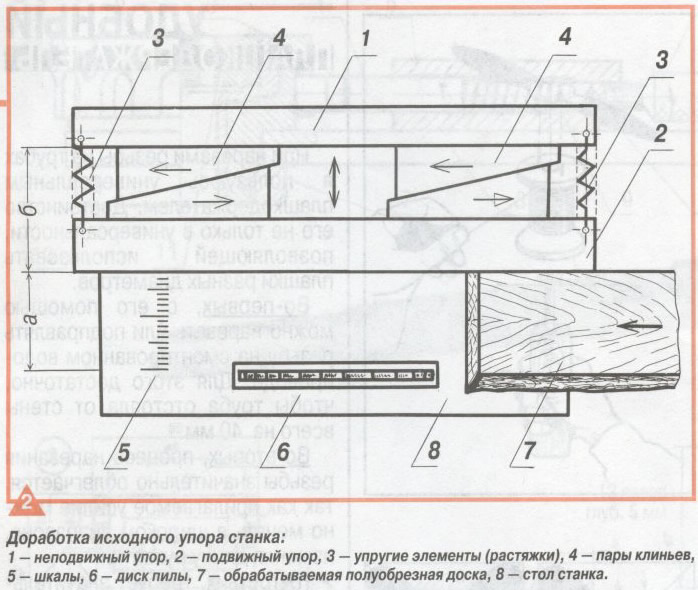
Разрешить это противоречие автору удалось с помощью несложной доработки конструкции упора (рис. 2). К штатному упору 1 добавлен подвижный относительно него упор 2, притягиваемый упругими элементами 3 (пружинами, резиновыми жгутами), а между упорами 1 и 2 помещены две пары клиньев 4 так, что элементы 3 заведомо растянуты.
Второй упор относительно первого перемещают, сдвигая клинья каждой пары друг относительно друга. При этом сближение упоров вызывает уменьшение размера в и соответственно увеличение размера а — ширины получаемой обрезной доски, а расстояние между неподвижным упором 1 и диском пилы 6, равное а+в, естественно, остается неизменным. Размер а контролируют с помощью мерных шкал 5 (для каждой пары клиньев своя). Доску 7 любой ширины можно обрезать с минимальным отходом.
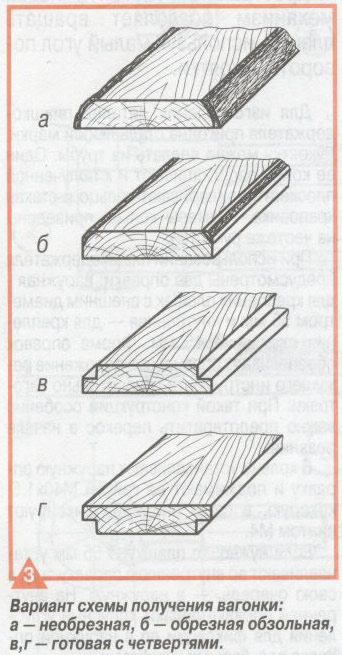
При изготовлении вагонки для внутренней обшивки можно увеличить экономию исходного материала, выбирая четверти из части обзола (рис. 3), а получаемые при этом обшивочные доски строгать начисто либо с широкой, либо с узкой (с четвертями) стороны.
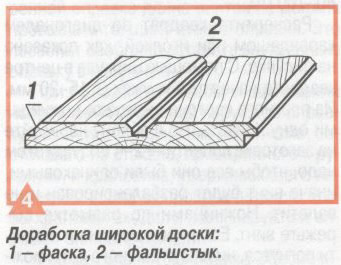
Без специального оборудования, редко имеющегося в распоряжении самодельщиков, трудно добиться одинаковой толщины вагонки. Кроме того, в обшивке плохо смотрятся хаотически расположенные доски разной ширины, что может ухудшить ее зрительное восприятие. Это легко исправить при небольшой дополнительной обработке обшивочных досок (рис. 4). Разнотолщинность досок скрывается фаской 1, а разность ширины — изготовлением на очень широких досках фальшстыков 2. Для этого делают продольный пропил на лицевой части обшивочной доски, снимая затем фаски по обе стороны от пропила. Доработанная таким образом широкая доска выглядит как соединение двух узких досок и прекрасно смотрится в обшивке.
Описанная автором технология была использована на практике и дала отличные результаты.
Журнал «САМ» №10, 1998 год