
Для работы, кроме вулканизационной (сырой) резины из веломотоаптечки, потребуется несложная пресс-форма, которая делается из двух стальных пластин толщиной 6—8 мм и размером 40X60 мм. По углам просверливают четыре отверстия и нарезают резьбу М4 для стягивания половин винтами. Внутренние кромки пластин слегка стачиваются, чтобы края не врезались в резину. В случае сложной конфигурации ремонтируемых деталей пластинам придают соответствующую форму или делают дополнительные отверстия и канавки.
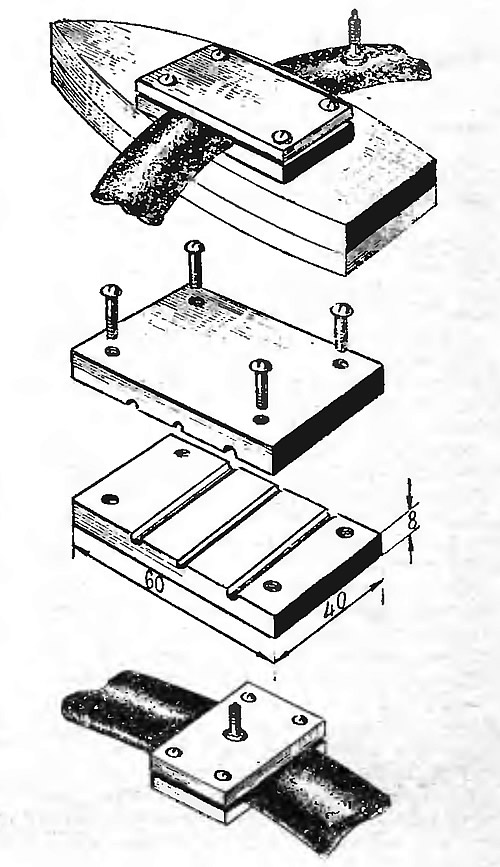
Перед началом работы тщательно зачищают обрабатываемое место (края пасиков срезают под углом 45°) и обезжиривают легким бензином (Б-70). Затем на ремонтируемое место накладывают заплату нужного размера из сырой резины, вкладывают в пресс-форму и крепко стягивают винтами. Положив на разогретый утюг таким образом, чтобы вся плоскость нижней половины пресс-формы касалась нагревательной поверхности, дают выдержку 10—15 мин. Во время работы следят за тем, чтобы резина не касалась горячих частей утюга.
Канавки для склейки пасиков сверлят при стянутых половинах пресс-формы, причем диаметр сверла должен равняться диаметру пасика. Можно в одной пресс-форме просверлить несколько отверстий, под разные диаметры пасиков, однако расстояние между ними должно быть не меньше толщины заготовки. В противном случае прогрев места склейки будет неравномерным и качество вулканизации ухудшится.
Зачистку мест склейки или обрезку концов пасика делают непосредственно перед работой, а сырую резину накладывают тонким слоем — так соединение будет прочнее.
Качество работы можно значительно повысить, применив утюг с терморегулятором. Установив регулятор в положение «шелк» (120—140°), можно не бояться, что пресс-форма перегреется.
По предложенной технологии можно, изготовив соответствующие пресс-формы,, делать различные мелкие детали: шинки для моделей, манжеты резиновых уплотнений и т. д.
Время выдержки для деталей из обычной сырой резины (не из веломотоаптечек) должно быть не менее 1 ч.
Журнал «САМ» №2, 1993 год