
Обмотки понижающего трансформатора (рис. 1), соединенные по оригинальной схеме (рис. 2), обеспечивают стабильное горение дуги. Для сварки используются электроды ∅3 мм, рассчитанные на переменный ток. (В форсированном режиме трансформатора возможно применять электроды ∅4 мм.).
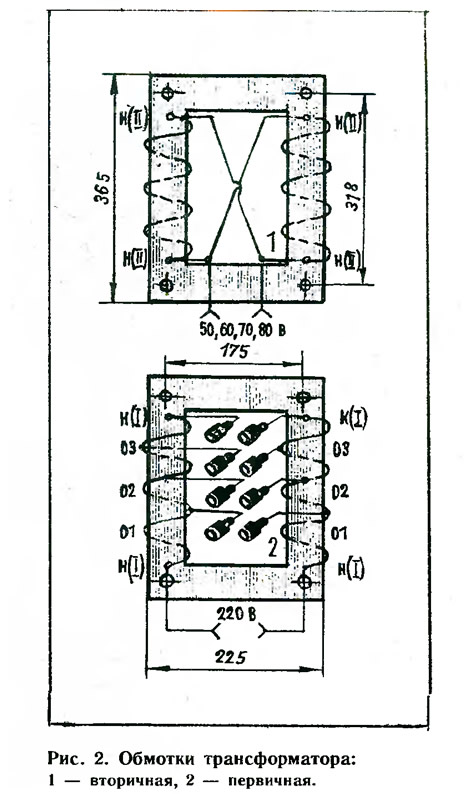
Со вторичной обмотки допустимо снимать напряжение 50, 60, 70, 80 В при токе от 60 до 150 А. Точную величину выбирают путем попарного закорачивания одноименных отводов первичной обмотки, подключенных к гнездам.
Вот данные такого трансформатора. Сечение магнитопровода — 25 см2. Две катушки намотаны на отдельных картонных каркасах без щечек длиной 260 мм с внутренним ∅65 мм. Вначале размещена вторичная обмотка — по 125 витков медной шины сечением 5X3 мм в хлопчатобумажной изоляции. Поверх нее расположена обмотка первичная — по 275 витков изолированного провода ∅2,5 мм.
Обе половины вторичной обмотки соединены между собой параллельно. А чтобы напряжение на ней повысить до 60, 70 или 80 В, нужно соответственно уменьшить первичную обмотку. Для этого на ней с обеих сторон сделаны отводы от 172-го, 197-го и 230-го витков.
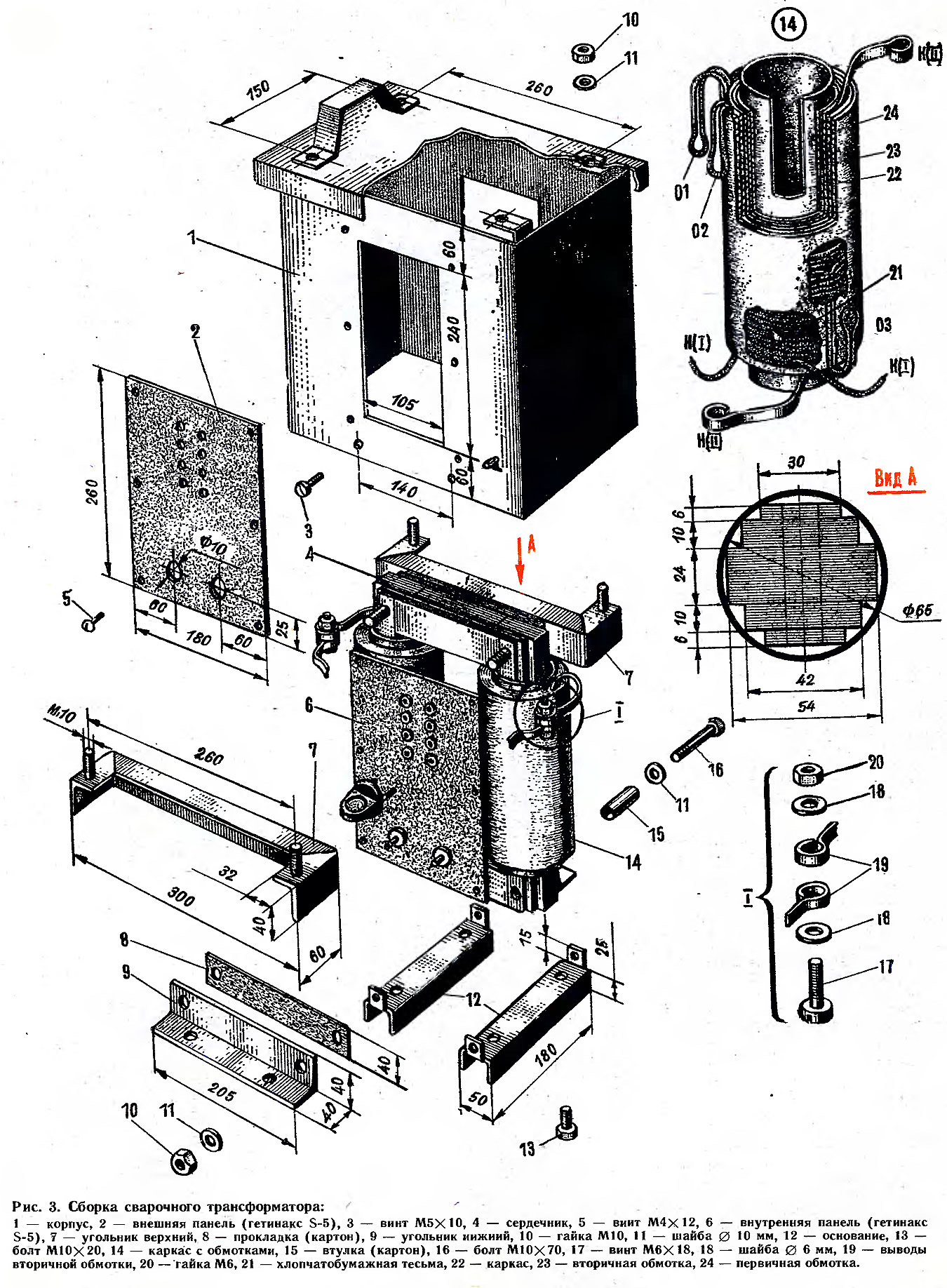
Трансформатор имеет «запас прочности». Поэтому кратковременное включение в сеть обмотки с пониженным содержанием витков на его работоспособности заметно не отразится. Витки обеих обмоток укладывают по часовой стрелке, проложив между ними 3—4 слоя бумаги, а выводы закрепляют хлопчатобумажной тесьмой. Готовые катушки (рис. 3) необходимо пропитать бакелитовым лаком и тщательно высушить.
Порядок сборки трансформатора показан на рисунке 3. Магнитопровод стянут болтами М10 и покрыт для защиты от коррозии бакелитовым лаком. Выводы обмоток нужно тщательно залудить.
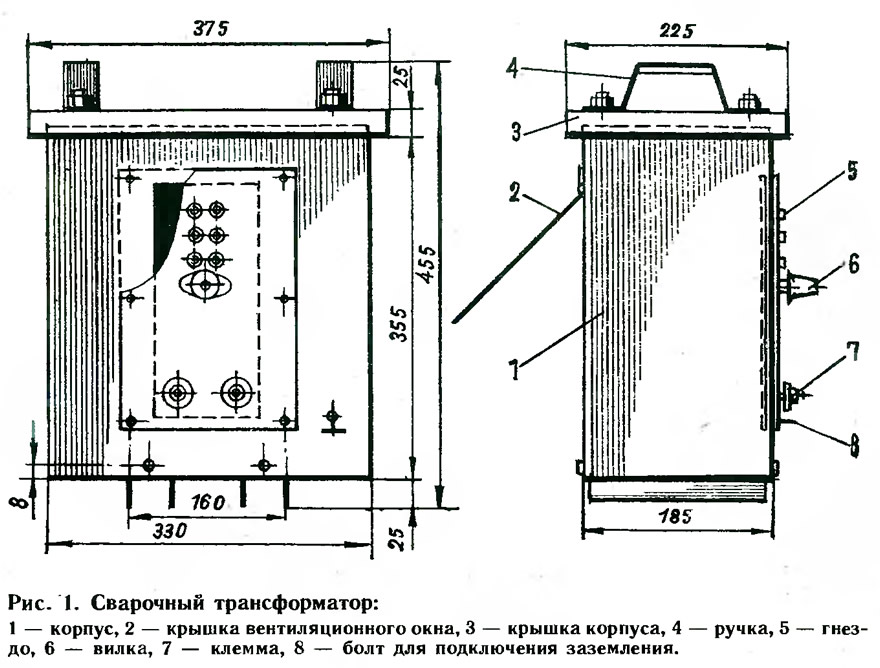
Кожух сварен из стального листа толщиной 1—1,5 мм. В передней стенке сделана прямоугольная прорезь для клеммника, а на задней — вентиляционное окно размером 180—150 мм.
При полном использовании 15—2С электродов ∅3 мм температура нагрева обмоток не должна превышать 70°С.
Журнал «САМ» №4, 1993 год