
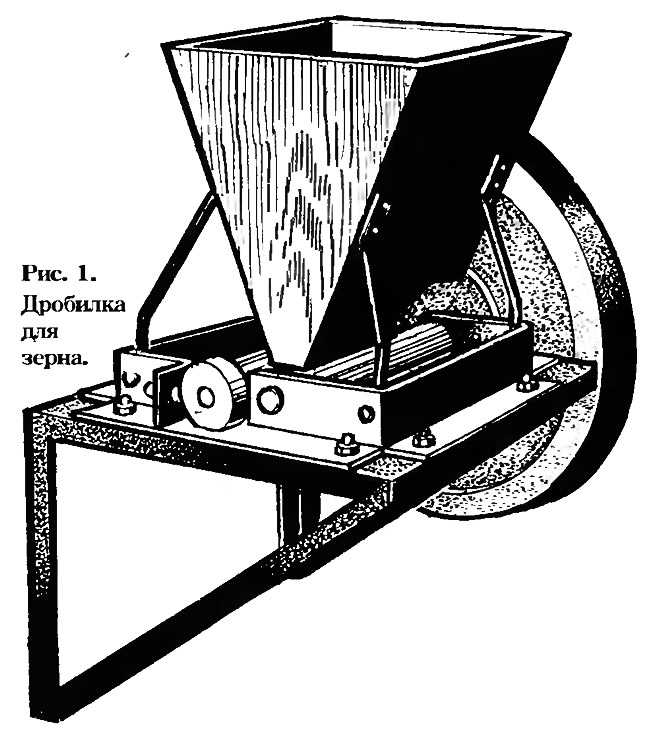
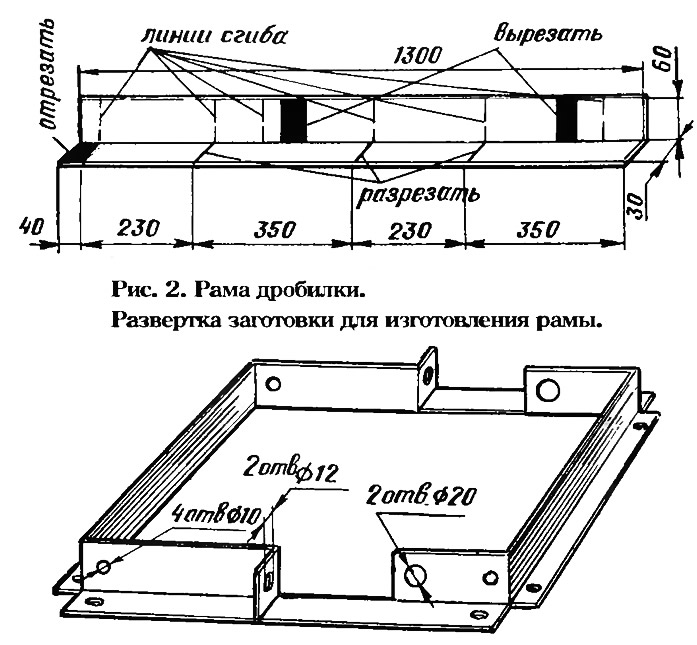
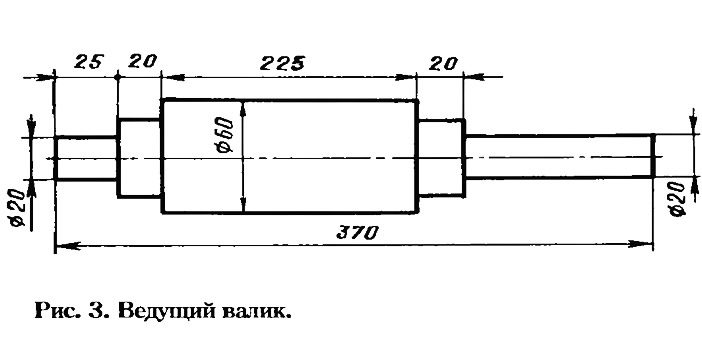
Она достаточно производительна и проста в изготовлении (рис. 1). Самые дефицитные узлы на ней - четыре подшипника №304. Начал я работу с того, что из стального уголка 30x60 мм длиной 1,3 м изготовил рамку, изображенную на рис. 2. Там же показана ее развертка. По ней я разметил заготовки, потом ножовкой сделал пропилы в указанных местах и в больших тисках согнул рамку. Если при повторении конструкции в вашей рамке немного "уйдут" размеры, - это не страшно, только потом не забудьте откорректировать длину валиков по фактическим размерам рамки. Ведущий валик (рис. 3) - цельнометаллический.
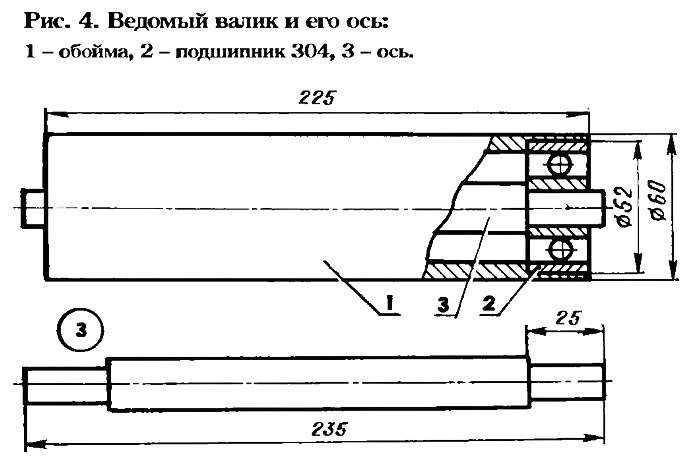
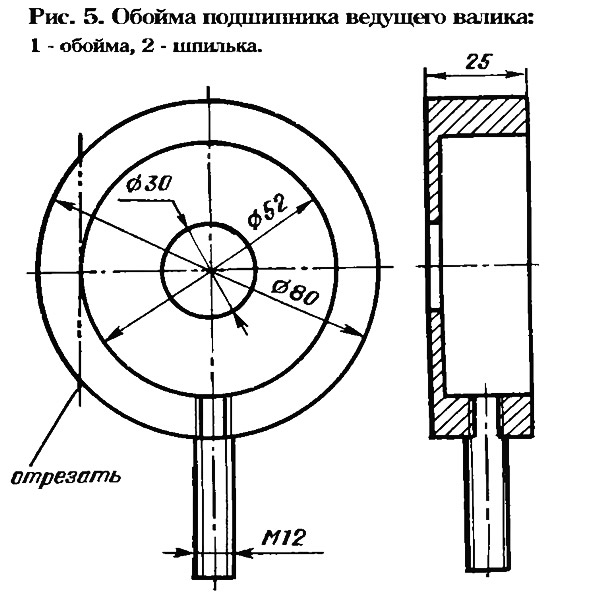
После обработки на токарном станке по всей рабочей поверхности я сделал насечку острозаточенным зубилом. Чертеж ведомого валика показан на рис. 4. Для обоймы я подобрал трубу от штока гидроцилиндра, в которой проточил посадочные диаметры под подшипники. Обоймы для подшипников ведущего вала выточил на токарном станке по чертежу (рис. 5). Шпильки, с помощью которых выставляют рабочий зазор между валами, плотно ввернул в обоймы. Их концы не должны выступать внутрь.
Размеры бункера и станины не имеют принципиального значения, а как я их сделал, видно их рис. 1. Такую форму станины я выбрал потому что использую эту дробилку как приставку к строгальному станку, прикрепляя ее с помощью шпилек и гаек.
На длинном конце ведущего валика я закрепил одноручьевой шкив для клинового ремня, который приводит дробилку в действие от двигателя строгального станка.
Журнал «САМ» №11, 1997 год