
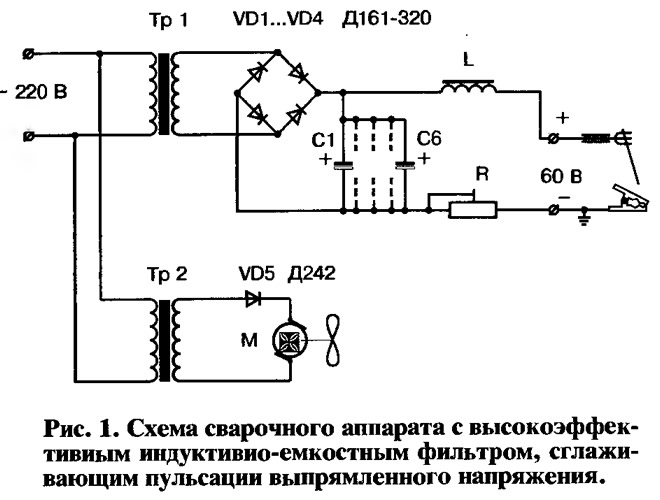
Сначала о схеме. Тр1 — трансформатор, понижающий сетевое напряжение с 220 до 55...60 В. К вторичной обмотке трансформатора подключен выпрямитель VD1...VD4 на мощных полупроводниковых диодах типа Д161—320. Далее включена батарея конденсаторов фильтра С1...С6, которые обеспечивают сглаживание пульсаций выпрямленного напряжения и позволяют получить ровное, устойчивое горение дуги с электродами практически любого типа. Конденсаторы существенно облегчают возбуждение дуги: мощный разрядный импульс «поджигает» ее с первого же касания. Дроссель L поддерживает устойчивое горение дуги при колебаниях электрода и дает возможность работать как с «длинной», так и с «короткой» дугой, в том числе и при минимальном сварочном токе. Обе свариваемые детали прогреваются равномерно, даже если они существенно отличаются друг от друга по толщине.
Реостат R — регулятор сварочного тока. Маломощный трансформатор Тр2, понижающий сетевое напряжение до 10...14 В, совместно с маломощным выпрямительным диодом VD5 типа Д242 обеспечивают питание двигателя М вентилятора охлаждения. Я установил автомобильный вентилятор обдува ветрового стекла, но можно использовать и другие, подходящие по габаритам.
Силовой трансформатор Тр1 — самая сложная и ответственная деталь. Он обеспечивает напряжение вторичной обмотки 55...60 В на холостом ходу и рассчитан на максимальный ток нагрузки 160 А. Чтобы трансформатор не перегревался, важно соблюдать определенные требования.
Сердечник трансформатора Тр1 может быть как стержневым, так и тороидальным, от любого промышленного трансформатора мощностью 5...8 кВт. Можно сделать его и из статора асинхронного электродвигателя. Главное, чтобы сечение сердечника Sж было не менее 40...50 см2.
Количество витков в первичной и вторичной обмотках следует рассчитать по формулам: W1=220·(40:Sж) и WII=55·(40:Sж). Обе обмотки должны быть намотаны обязательно медными проводами. Первичная — проводом в лаковой изоляции типа ПЭВ-2 диаметром не менее 2,3...2,5 мм. Вторичная — тремя сложенными вместе медными шинами 3X4 мм (их можно «добыть» в сгоревших генераторах мощностью 50...55 кВт).
Трансформатор, изготовленный с учетом перечисленных требований, может работать достаточно долго с нагрузками, близкими к максимальным, без перегрева обмоток и повреждения изоляции. Для повышения надежности предусмотрен принудительный обдув его с помощью вентилятора.
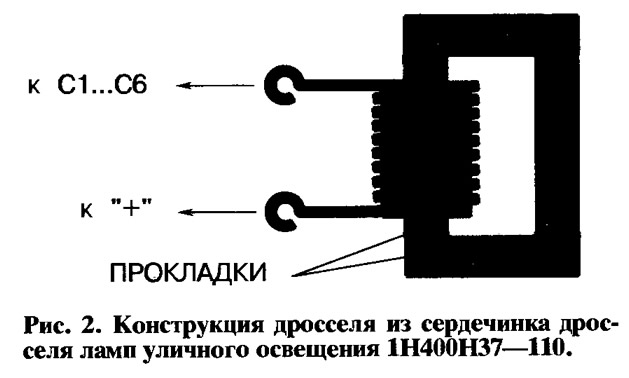
Дроссель L Сердечник для него я взял из дросселя ламп городского освещения 1Н400Н37—110. Удаляя старые обмотки, необходимо сохранить картонные прокладки, которые обеспечивали зазор между основными и замыкающими частями сердечника (рис. 2). При повторной сборке их устанавливают на место. Новая-обмотка наматывается только на одном боковом стержне — три слоя медной шины сечением 4X6 мм, расположенных равномерно по всей длине сердечника. Начало обмотки дросселя подключается к блоку конденсаторов С1...С6, а конец обмотки — к клемме «+» (рис. 1).
Выпрямитель и блок конденсаторов фильтра. Диоды VD1...VD4 типа Д161—320 или аналогичные, рассчитанные на средний выпрямленный ток — выше 250 А и обратное напряжение — не менее 200 В, монтируют на стандартных литых радиаторах-охладителях, которые должны быть изолированы друг от друга и от корпуса сварочного аппарата текстолитовыми пластинами. Конденсаторы S1...S6 — электролитические, типа К50-3 или К50-7 двухсекционные 250/290 (150+150 мкф). Суммарная емкость блока конденсаторов — 1800 мкф. Установить их удобнее всего в один ряд на текстолитовой пластине толщиной 4...6 мм.
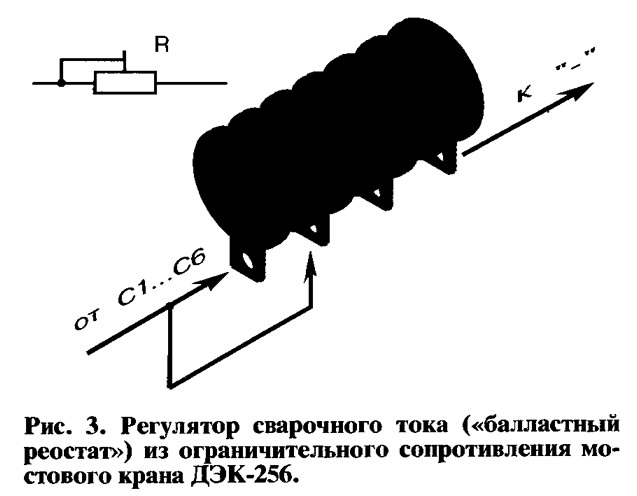
Регулятор сварочного тока R («балластный реостат»). Сделан из одной секции ограничительного сопротивления мостового крана ДЭК-256 (рис. 3). Это сопротивление представляет собой керамическую трубу с фигурным спиральным пазом на внешней поверхности, в который уложена шина из материала с высоким удельным сопротивлением, сечением около 20 мм2.
Размеры корпуса 330X300X580 мм. Вес 47 кг. Наиболее массивные детали — трансформатор Тр1 и дроссель L — расположены в нижней части корпуса, а нагревающиеся при работе балластный реостат и диоды выпрямительного моста — в верхней части. Охлаждающий вентилятор установлен в вырезе вертикальной боковой стенки.
Сварочный аппарат с индуктивно-емкостным фильтром, сглаживающим пульсации выпрямленного напряжения, оказался очень простым и надежным. Он позволяет работать с любыми типами электродов диаметром до 4 мм без перерывов.
Журнал «САМ» №7, 1997 год