
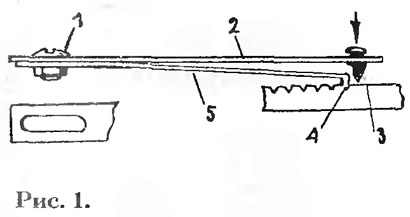
На рисунке 1 показано приспособление для этой цели. В него входят стальная пластинка 2 толщиной 4—5 мм; упругая стальная пластинка 5 толщиной 1—1,5 мм; зуб-искатель 4; зубильце 3; стяжной болт 1.
Расстояние между зубом 4 и зубильцем 3 можно менять.
Работа начинается с того, что делается первоначальная зарубка. В нее ставится зуб 4, по зубильцу 3 делается легкий удар молотком; в получившуюся зарубку снова ставят зуб 4; снова бьют по зубильцу 3. Это делается столько раз, сколько нужно наметок. Точность разметки получается высокая.
Если вместо зуба 4 поставить иглу, а вместо зубильца 3 — керн, то раз-метка получится точечная.
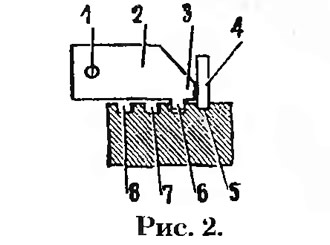
Приспособление из твердой стали для одновременной разметки и пропила зубьев при изготовлении зубчатых реек и колес показано на рисунке 2. Оно состоит из установочного зуба 6 (закаленная сталь); упора-ограничителя 3 (закаленная сталь); рукоятки 2; отверстия 1 для надевания на гвоздик; напильника 4, у которого зубья на левой щеке сточены; 7 и 8 — готовые пропилы; 5 — начатый пропил.
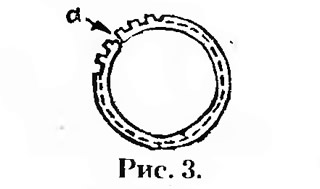
На рисунке 3 показана зубчатая обечайка из стальной обожженной проволоки. Она изгибается по зубчатой рейке. В точке «а» производится подгонка, и обечайка после закалки спаивается или сваривается в точке «а». Крепится она на металлическом, деревянном или пластмассовом основании.
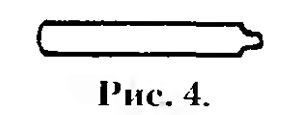
На рисунке 4 показана доводочная оправка из твердой стали с закалкой для придания зубьям эвольвентной формы. При доводке надо, легко ударяя по оправке, пройти многократно по всем зубьям.
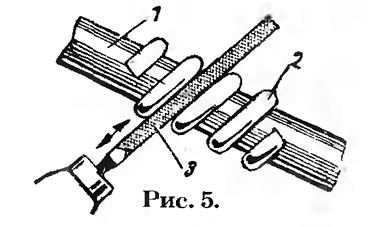
Изготовление червяка показано на рисунке 5. На заготовку 1 (стальной или бронзовый пруток) туго надета стальная пружина 2. Напильником 3, у которого зубья на обеих щеках сточены и оставлены только зубья на ребре, протачивается винтовая канавка, которая затем доводится до нужного профиля самодельным напильником нужной формы. Таким же способом можно изготовить ходовой винт.
Журнал «САМ» №1, 1994 год