
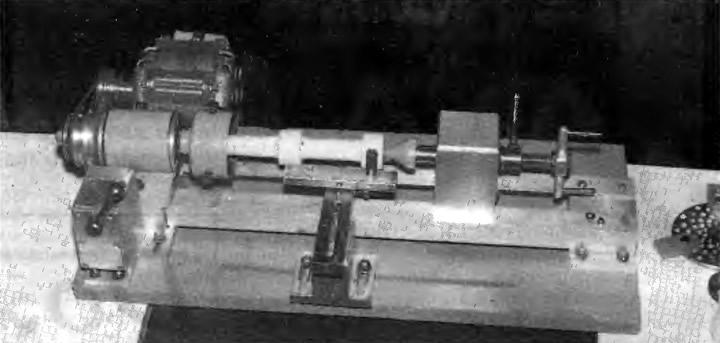
Сделать ее и другие точеные изделия можно на самодельном токарном станке, чертежи и описание которого предлагаются вашему вниманию.
Токарный станок открывает широкие возможности для изготовления необходимых в обиходе вещей. На нем вы сможете сделать немало самых разных точеных изделий: всевозможные чашки, коробочки, скалки, подставки, бусы, а также детали мебели: ручки, небольшие балясины, ножки и др. Г. Березкин разработал оригинальную конструкцию настольного токарного станка, которую сам и изготовил. Слово автору.
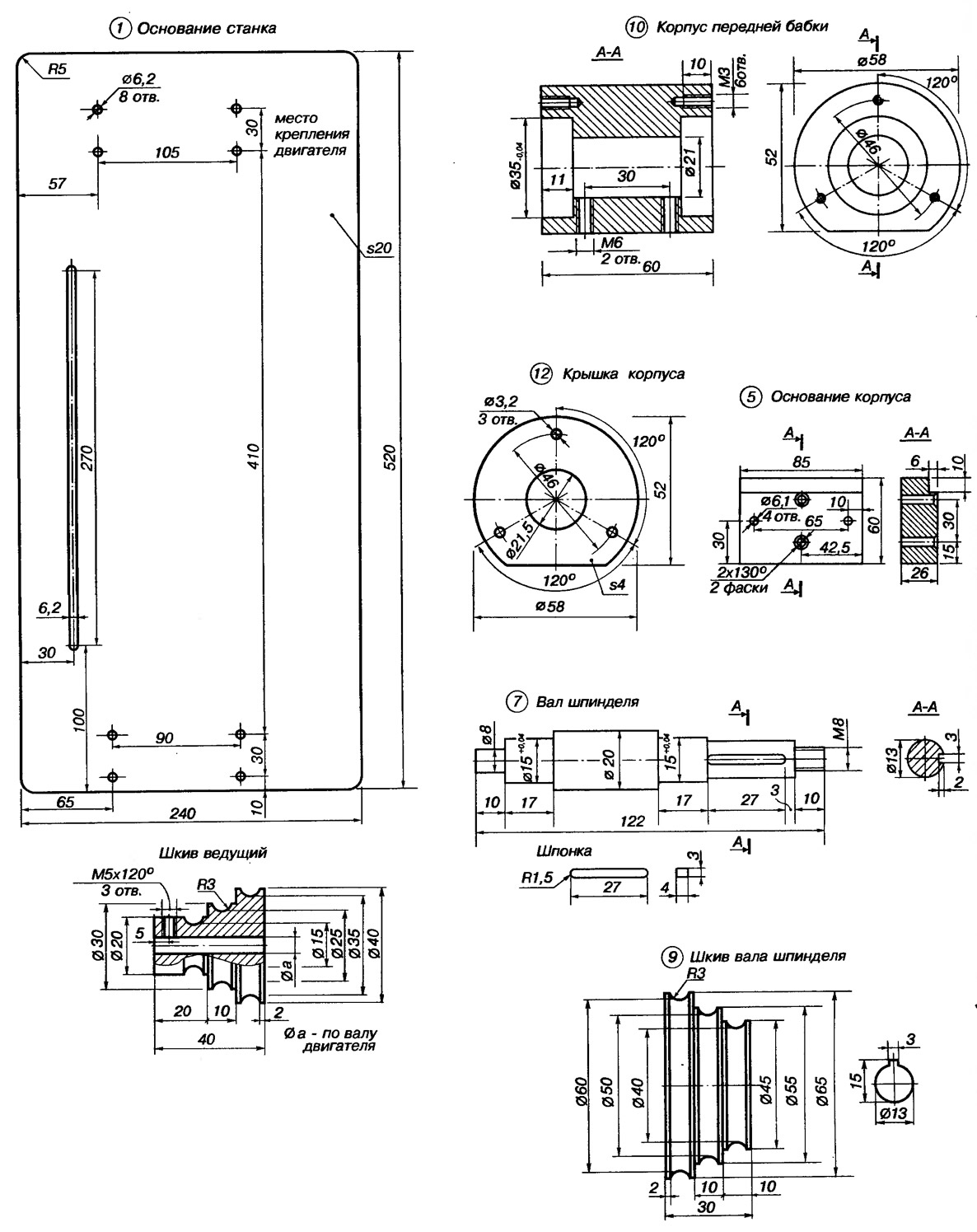
Основание
Основание станка сделано из фанеры толщиной 20 мм, но можно применить и другой материал, например, оклеенную пластиком или шпоном древесно-стружечную плиту (ДСП).
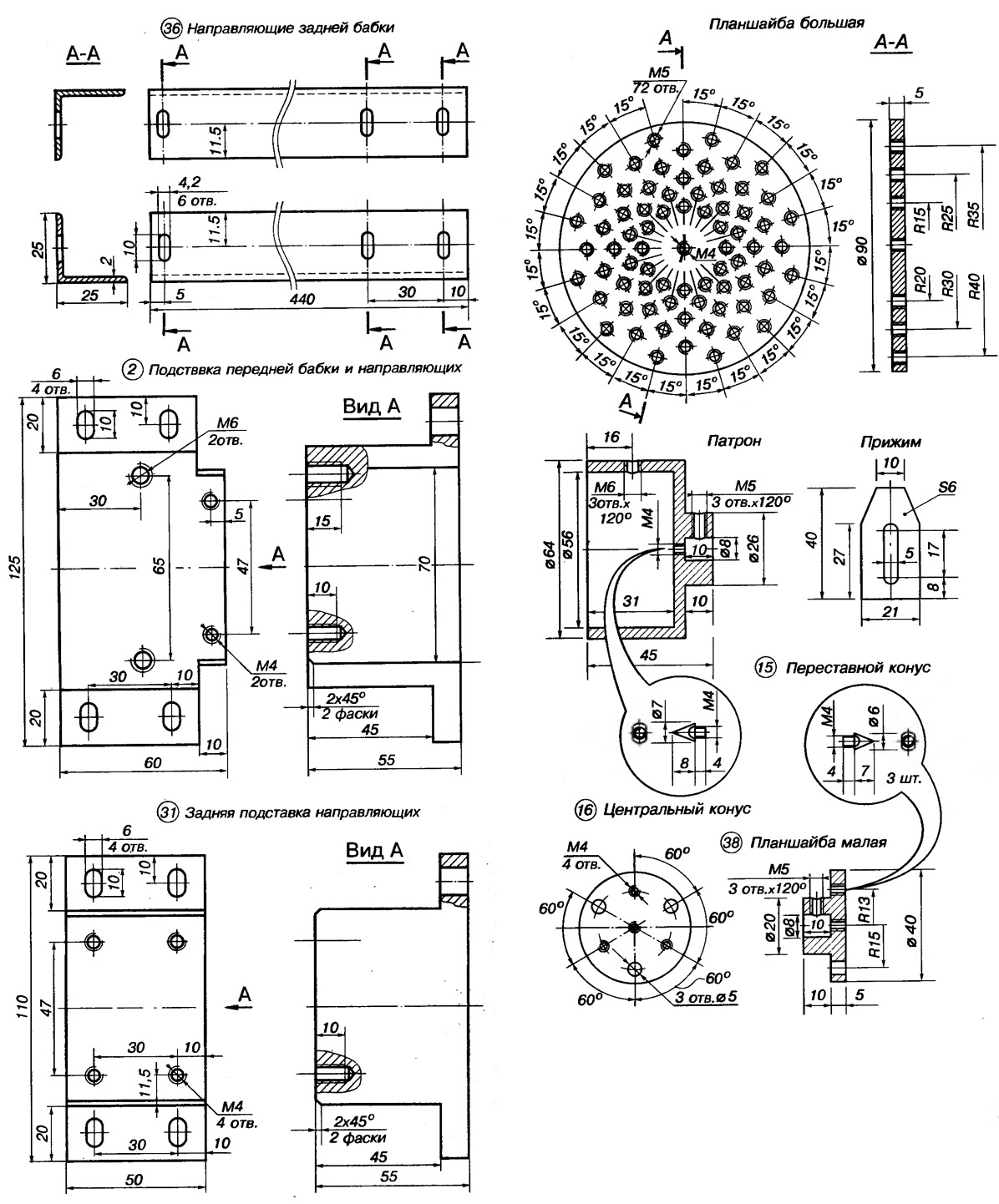
Станина станка
Станина станка представляет собой два стальных уголка 25X25 мм, закрепленных на передней и задней подставках. Уголки являются направляющими задней бабки. Передняя подставка служит для закрепления на ней как направляющих, так и корпуса передней бабки со шпинделем.
Детали корпуса передней бабки
Детали корпуса передней бабки — из дюралюминия. Вал выточен из стали 45. При изготовлении вала необходимо соблюсти соосность, что достигается его обработкой с одного установа в патроне или в центрах.
Электродвигатель
В конструкции использован электродвигатель мощностью 60 Вт от лентопротяжного механизма старого катушечного магнитофона. Частота вращения вала двигателя — 2800 об/мин. Можно применить любой двигатель с аналогичными параметрами или более мощный.
В качестве выключателя можно применить любой тумблер с герметизированным корпусом, подходящий по току и напряжению к выбранному двигателю. Чтобы удобно было пускать и останавливать двигатель, рычаг тумблера желательно удлинить. Корпус выключателя должен быть герметизирован, чтобы древесная пыль и стружка не попадали на его контакты и механизм. Если выключатель с герметичным корпусом найти сложно, изготовьте ножной выключатель из канцелярского дырокола.
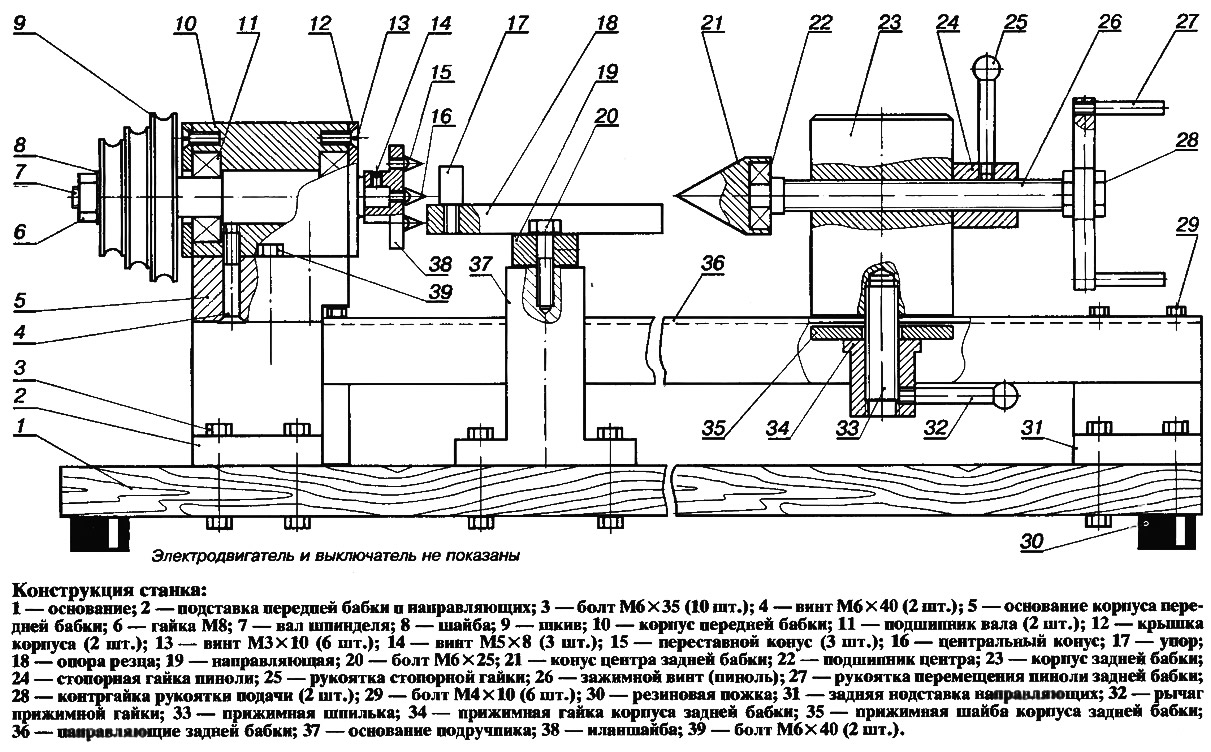
На ось передней бабки станка устанавливают патрон или малую планшайбу. Для центровки и закрепления деталей в патрон ввинчивают один центральный конус, а в планшайбу, кроме центрального, еще три — поменьше. Для удобства захвата при завинчивании на каждом из конусов сделаны по две параллельные лыски.
Для плоских деталей диаметром до 70 мм используют большую планшайбу. Ее устанавливают на малой и закрепляют тремя болтами М5 через установочные отверстия. Деталь крепят на планшайбе прижимами или винтами М5 с шайбами большого диаметра.
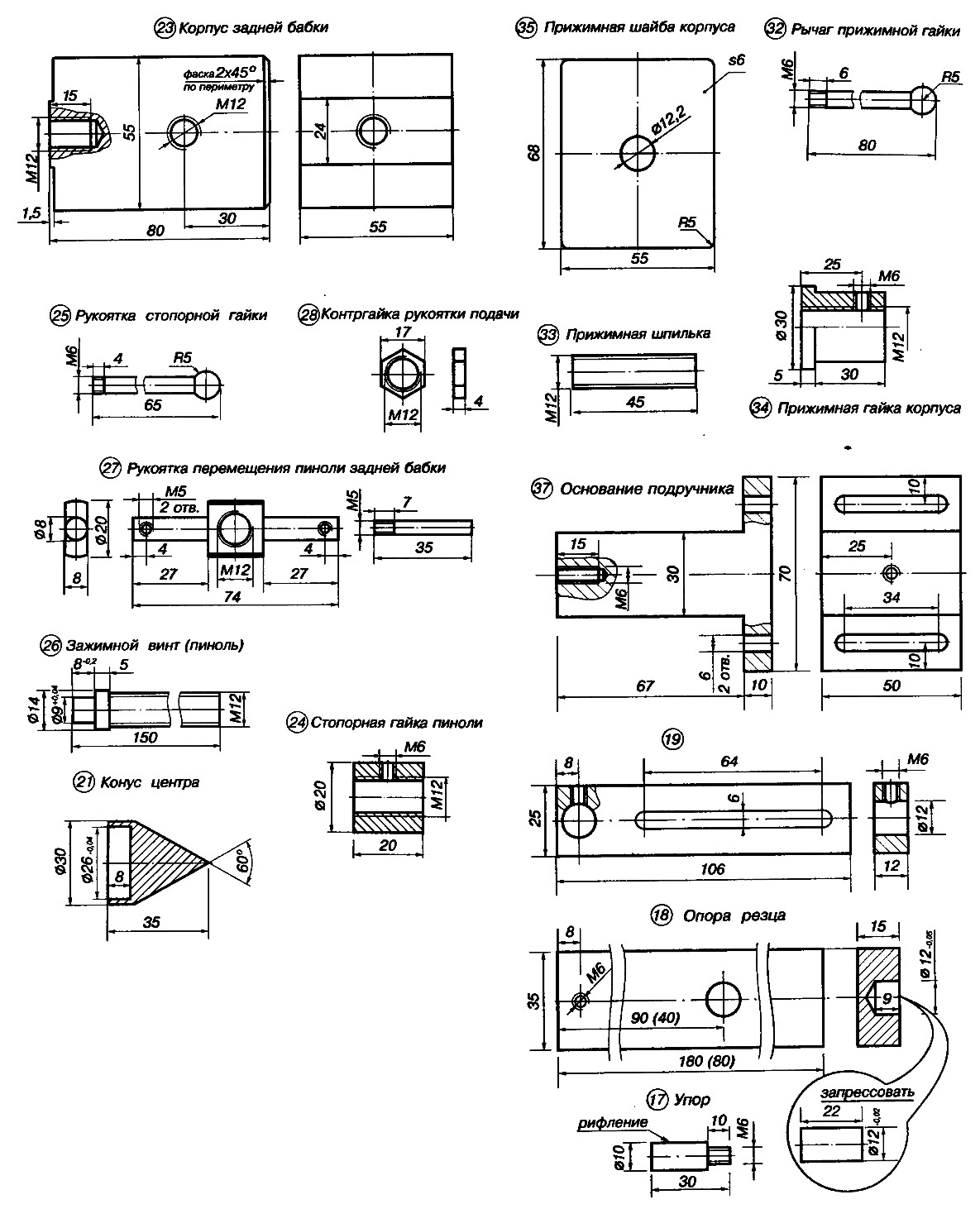
При установке заготовки длиной от 100 до 270 мм второй ее конец закрепляют в центре задней бабки. Конструктивно она представляет собой дюралюминиевый параллелепипед. По всей длине его части высверлено отверстие и нарезана резьба М12.
Шарикоподшипник запрессован в стальную коническую втулку — вращающийся центр. В отверстии шарикоподшипника запрессован стержень с резьбой М12 по всей длине и рукояткой на конце для перемещения центра при зафиксированной на станине задней бабке.
Рукоятка навинчена на резьбу зажимного винта и закреплена с двух сторон контргайками. С помощью стопорной гайки центр фиксируют от горизонтального смещения в корпусе задней бабки. Если обрабатываемый материал мягкий, то перед установкой заготовки на конус задней бабки плотно насаживают ограничительную шайбу.
При изготовлении деталей станка и при его сборке необходимо добиться соосности центрального конуса планшайбы и конуса центра задней бабки. Для удобства регулировки крепежные отверстия на некоторых деталях станка выполнены овальными.
В зависимости от конфигурации обрабатываемой детали перед началом работы на станок устанавливают тот или иной подручник. Он служит опорой для резца при работе. Подручники делают так, чтобы их можно было крепить к станку под разными углами. Верхняя грань подручника по высоте должна быть ниже центра заготовки на толщину резца, чтобы при работе режущая кромка находилась строго по линии центров.
Изготавливают, как правило, длинный и короткий подручники. Опираясь резцом на длиннный подручник, обрабатывают наружные поверхности длинных заготовок, преимущественно с параллельными образующими. Короткий подручник используют при точении конусных деталей и обработке внутренних полостей. Чтобы резец не «рвало» и не уводило при обработке внутренних поверхностей, в подручнике предусмотрен упор.
Изящество и чистота работы в токарном деле во многом зависят от качества резцов. Они должны быть из углеродистой стали, легкими, удобными и хорошо отточенными. Тупым инструментом работать почти невозможно: он скользит по предмету, поверхность изделия получается шероховатой, уголки и кантики — кривыми и зазубренными. Зато работая острым резцом, вы получаете настоящее наслаждение.
Технические характеристики токарного станка
Расстояние от центра вала шпинделя до станка — 47 мм.
Максимальный диаметр заготовки:
- закрепляемой между малой планшайбой и задней бабкой — 90 мм;
- закрепляемой на большой планшайбе — 70 мм;
- закрепляемой в патроне — 56 мм.
Максимальная длина заготовки:
- закрепляемой с использованием вращающегося центра задней бабки — 270 мм;
- закрепляемой прижимами большой планшайбы без использования задней бабки — 40 мм;
- закрепляемой в патроне без использования задней бабки — 100 мм.
Частота вращения шпинделя:
- на первой передаче — 700 об/мин — для черновой обдирки заготовок и в других случаях, где требуется максимальная мощность на валу шпинделя;
- на второй передаче — 1400 об/мин — для всех основных режимов обработки;
- на третьей передаче — 2300 об/мин — для доводки, шлифовки и полировки изделий и в других случаях, где нужна высокая скорость.
Журнал «САМ» №4, 1997 год