
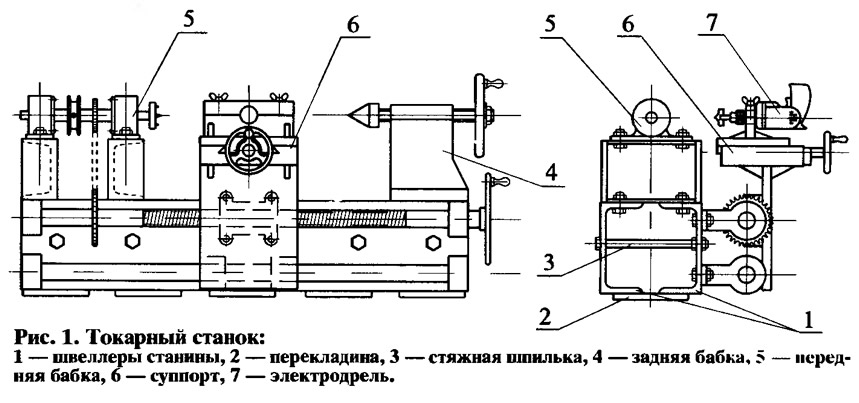
Станину я сделал из двух швеллеров шириной 200 мм. Объединил их пятью планками, приваренными снизу. Точное расстояние между верхними полками швеллеров, которые выполняют роль направляющих, я установил, используя шпильки с резьбой М20. Один конец шпильки приварил к швеллеру, а на другом конце гайками выполнил необходимые регулировки. Скрепляющие планки и шпильки расположил равномерно по длине станины (см. рис. 1).
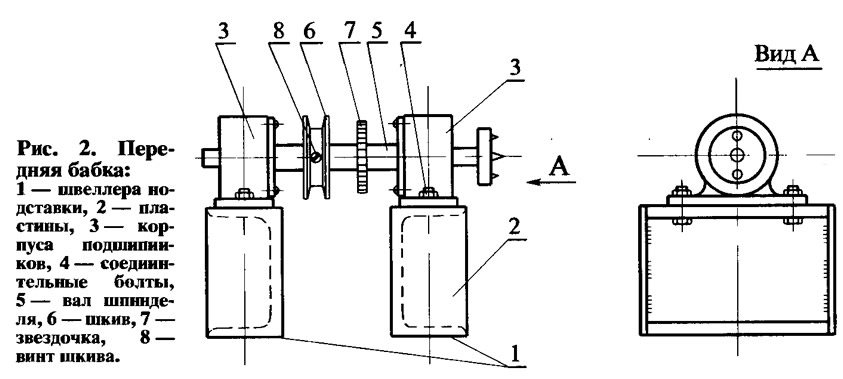
Чтобы обрабатывать на станке большие детали, например, балясины (см. статью «Скромность украшает» в № 2 журнала «Делаем сами» за 1997 г.), я не только сделал длинную станину, но и установил высокую переднюю бабку (рис. 2), подняв шпиндель на два отрезка швеллера, прикрепленных болтами поперек станины, а уже на них тоже на болтах привернул корпуса подшипников шпинделя. Для увеличения жесткости конструкции торцы этих швеллеров заварил стальными пластинами.
Подшипники шпинделя — конические радиально-упорные. Они выдерживают большую нагрузку и позволяют регулировать зазор. На валу шпинделя установил приводной шкив (он закреплен винтом) и приварил звездочку самохода.
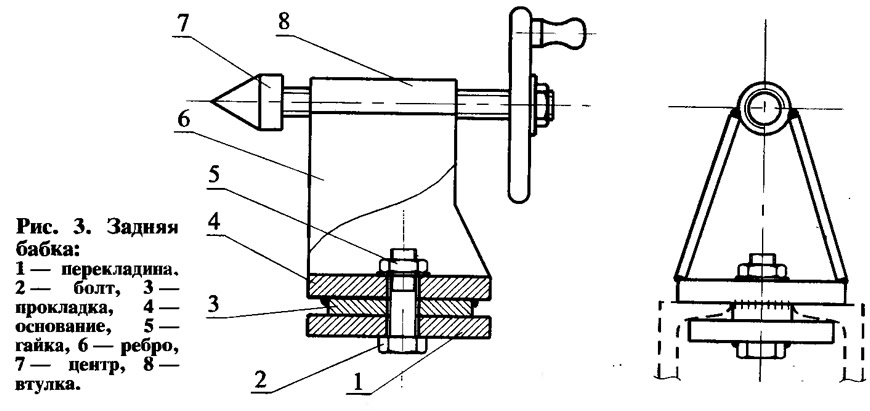
Корпус задней бабки (рис. 3) собрал из заготовок на сварке. Расстояние от оси винта до станины должно быть согласовано с соответствующим размером передней бабки. Левый конец винта обработан на конус и представляет собой поддерживающий центр, необходимый для удержания конца длинной заготовки. Заднюю бабку можно легко перемещать по станине,ослабив гайку зажима. Он состоит из пакета пластин. В их общее отверстие снизу вставлен болт. Его головка приварена к нижней пластине, а средняя — к корпусу бабки так, чтобы обеспечить параллельность оси винта-центра направляющим станины. Средняя пластина несколько тоньше полок швеллера станины, поэтому при затягивании гайки зажим обеспечивает надежную фиксацию задней бабки в любом месте станины.
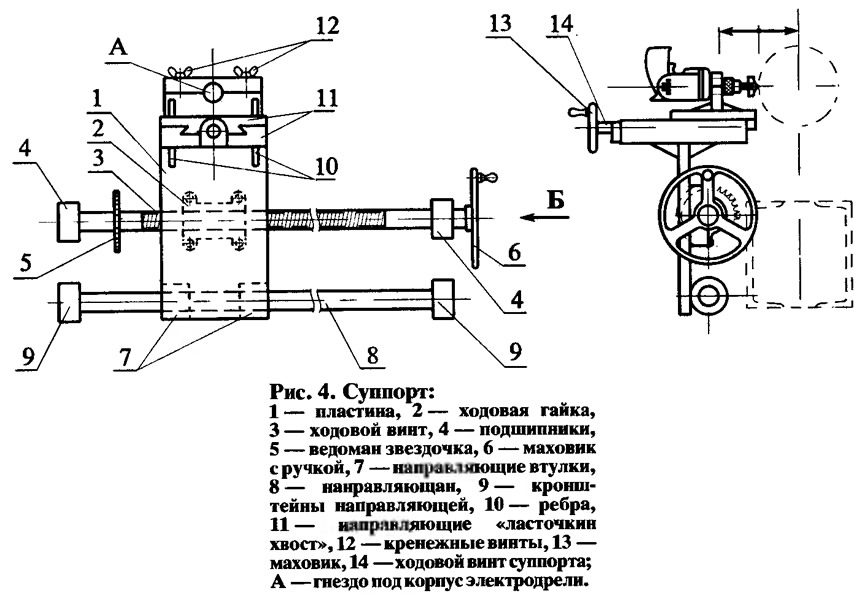
Суппорт (рис. 4) используется только для нарезания крупной фигурной резьбы. При других токарных работах его нужно снять и использовать обычные резцы с подручником. Он состоит из стальной пластины с разъемной ходовой гайкой, связанной с ходовым винтом. Последний закреплен на станине станка. Резьба на ходовом винте — ленточная. Вращая его, можно перемещать суппорт вдоль станины.
На ходовом винте слева я установил звездочку. Она расположена точно под звездочкой шпинделя. При нарезании резьбы эти звездочки объединяют цепью, а ременную передачу от электродвигателя снимают. Продольное перемещение суппорта с одновременным поворотом заготовки осуществляют в этом случае вручную маховиком на правом конце ходового винта.
К верхней части суппорта приварены направляющие «ласточкин хвост» — для поперечного перемещения дрели с режущей фрезой. Дрель закреплена в подвижной части направляющей хомутом и может перемещаться вручную винтом, оснащенным маховичком.
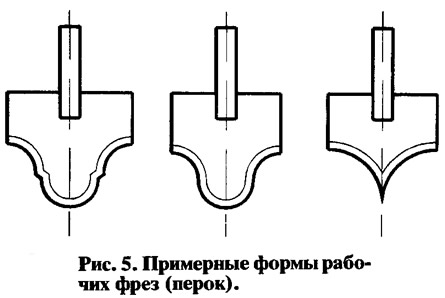
Примерные контуры рабочих фрез-перок показаны на рис. 5.
Журнал «САМ» №5, 1997 год