
Резцы можно сделать из напильников круглого, квадратного и прямоугольного сечения (см. рис.).
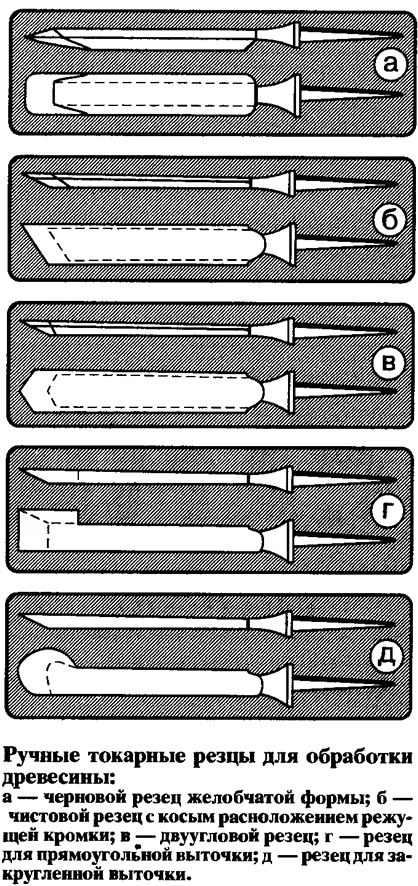
Для первоначальной грубой обточки и изготовления выточек применяют черновой (обдирочный) резец полукруглой желобчатой формы шириной 6—20 мм. Угол его заточки для твердых пород дерева около 25°, для мягких — около 35°.
Резцы с косым лезвием используют для чистовой обточки и подрезания торца. Их режущая кромка сделана под углом 70...80° к оси, угол заточки — 20—30°, ширина резца 5—20 мм.
Иногда чистовые резцы делают с односторонней заточкой. Общая длина резца вместе с ручкой около 300 мм.
Угловыми и двуугловыми резцами обтачивают угловые переходы. Ширина резцов 6—20 мм. «Выточки» или «крючки» применяют для обтачивания внутренних поверхностей. Ширина их режущей части 4—25 мм. Толщина плоской части ручных резцов 3—4 мм, длина рабочей части 110—130 мм. Общая длина с рукояткой около 250—300 мм. Угол заострения режущей грани 25...35° зависит от твердости обрабатываемого материала.
Черновая обработка
Сначала, как правило, берут брус квадратного сечения. На торцах рисуют окружность и топором или острым ножом остругивают начерно, получая цилиндрическую заготовку. Ее приставляют к планшайбе станка так, чтобы конус встал точно в центр размеченной окружности. Слегка ударяют молотком или киянкой по другому концу заготовки, чтобы обозначились углубления от конусов планшайбы. По этой разметке сверлят отверстия сверлом диаметром вдвое меньшим, чем диаметр конуса у основания. Глубина отверстий — три диаметра сверла.
На другом торце высверливают по разметке отверстие для центра задней бабки. Ставят болванку на станок. Для этого насаживают заготовку на конуса планшайбы до упора и перемещением задней бабки по направляющим вводят в отверстие с противоположного конца заготовки вращающийся центр. Заднюю бабку фиксируют на направляющих. Ставят стопорную шайбу и, вращая рукоятку зажимного винта, заворачивают его так, чтобы стопорная шайба слегка вдавилась в торец заготовки. Затем фиксируют пиноль задней бабки. Устанавливают длинный подручник. Ставят самую маленькую передачу. Включают двигатель.
Полукруглый черновой (обдирочный) резец (см. рис.) кладут на подручник с некоторым наклоном, осторожно приближают его к поверхности заготовки и, следя, чтобы он все время опирался на подручник, начинают снимать первую стружку не толще 1—2 мм в зависимости от твердости дерева. Инструмент старайтесь держать в руках твердо, чтобы резец не скользил по поверхности, а углублялся в древесину, снимая стружку нужной толщины. Чтобы лезвие резца стачивалось равномерно, его подводят к заготовке под разными углами. Заготовку обрабатывают начерно до тех пор, пока ее диаметр не станет на 1,5—2,0 мм больше намеченного.
После черновой обточки сделайте обмер, который позволит выяснить запас материала для дальнейшего точения.
Обточка цилиндра
Следующий этап — работа плоским резцом. Устанавливают среднюю передачу. Стружку снимают краем режущей кромки инструмента, и ни в коем случае не всем лезвием. Закончив обточку цилиндра, делают разметку и по ней уже точат изделие согласно рисунку или чертежу.
Контролируют правильность обработки поверхности обычно шаблонами. Шаблон — это точный контур половины токарной формы. Его можно изготовить из твердого картона, фанеры или листа жести от консервной банки. Шаблон прикладывают к детали и добиваются, чтобы очертания детали точно совпадали с его обводами.
Точение конуса
Точение конуса несколько сложнее, чем точение цилиндра. Поэтому заготовку и подручник станка надо приспособить как можно удобнее. При точении усеченного конуса болванку на станке устанавливайте так, чтобы вершина была обращена к передней бабке. В этом случае удобно работать правой рукой, да и точение будет идти вдоль волокон. Подручник лучше использовать короткий. Его устанавливают наклонно, параллельно образующей конуса и придвигают по мере приближения резца к вершине конуса, фиксируя в каждом новом положении.
Точение шара и овала
Точение шара и деталей овальной формы — еще более сложная работа. Закрепив болванку на станке, точите плоским резцом, постоянно сверяя результаты работы с шаблоном. Шаблон прикладывайте к шару, и места, где он соприкасается с заготовкой, стачивайте. Готовую работу снимите со станка, ножовкой отпилите от заготовки и зачистите срезы напильником.
Внутренние полости
Предметы, имеющие внутренние полости — коробки, шкатулки, кубки и другие, вытачивают из цилиндрических болванок, укрепленных в передней бабке на большой планшайбе или в патроне. Причем сначала вытачивают внутреннюю полость и лишь затем переходят к обработке внешней поверхности. Иначе ее можно повредить, нажимая резцом изнутри на стенки обрабатываемой детали.
При работе используют короткий подручник с упором.
Если изделие будет состоять из двух-трех и более деталей, вытачиваемых отдельно друг от друга, то их сборку (соединение в одно целое) производят на клею с помощью круглых палочек — нагелей. В деталях предварительно сверлят отверстия соответствующего диаметра.
Готовую деталь, не снимая со станка, зачищают абразивной шкуркой на максимальной передаче. Шкурку нарезают на узкие полоски и, удерживая за края, подводят к детали.
Окончательно деталь шлифуют древесной стружкой. Зажимая горсть стружки в руке, прижимают ее к поверхности вращающейся детали.
После шлифовки чистую тряпочку пропитывают парафином, припудривают абразивным порошком и протирают ею поверхность изделия. Закончив шлифовку, приступают к отделке.
Выбор того или иного вида отделки зависит от породы дерева, его декоративных качеств. Например, рисунок древесной текстуры груши, вишни, сосны и лиственницы настолько красив, что не требует никакого украшения. Золотисто-розовый цвет древесины ольхи под лаком приобретает еще более четкий оттенок. Текстура липы и тополя больше других подходит для росписи и выжигания. Изделия, изготовленные из других пород дерева, лучше смотрятся, если их украсить резьбой.
Журнал «САМ» №5, 1997 год