
Маятниковая пила предназначена для продольного и поперечного раскроя досок, распиловки дров при использовании в качестве режущего инструмента циркульных пил с соответственным профилем зубьев. Станок послужит для резания отрезными абразивными кругами металлопроката: уголков, труб, швеллеров и т.п.
Конструкция станка
Маятниковая пила (рис. 1) состоит из квадратного основания с ножками, на котором шарнирно установлена рама с двигателем и узлом крепления режущего инструмента. Вращение от двигателя передается при помощи клиновидноп) ремня марки «А».
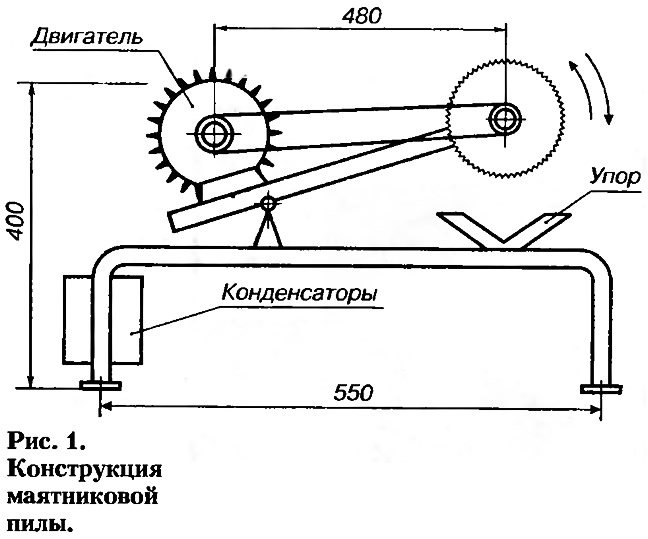
Провисание ремня устраняют перемещением узла крепления с натяжным болтом в проушине рамы. Шарнир расположен так, чтобы двигатель своим весом возвращал режущей инструмент в верхнее крайнее положение.
Двигатель 3-х фазный, асинхронный, подключен по схеме «треугольник» в сеть 220 В (рис. 2) через металлобумажные конденсаторы емкостью 60—90 мкФ и напряжением 400 В. Его мощность 1,5 кВт, частота вращения вала 1500 об/мин.
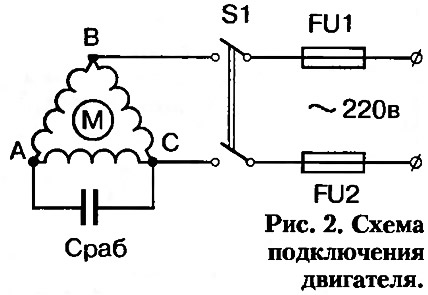
Асинхронный двигатель начинает работу без пускового конденсатора, что упрощает схему включения. Если заклинит режущий инструмент, то после его освобождения двигатель запустится автоматически. Мощность двигателя вполне достаточна для выполнения любых работ.
Узел крепления режущего инструмента
Узел крепления (рис. 3) состоит из оси, шкива, крышки, двух подшипников №203, двух стопорных проволочных колец, уплотнительной шайбы и двух шайб для крепления режущего инструмента. На станке можно закреплять пилы, фрезы, наждачные отрезные круги с диаметром посадочного отверстия 20 и 32 мм.
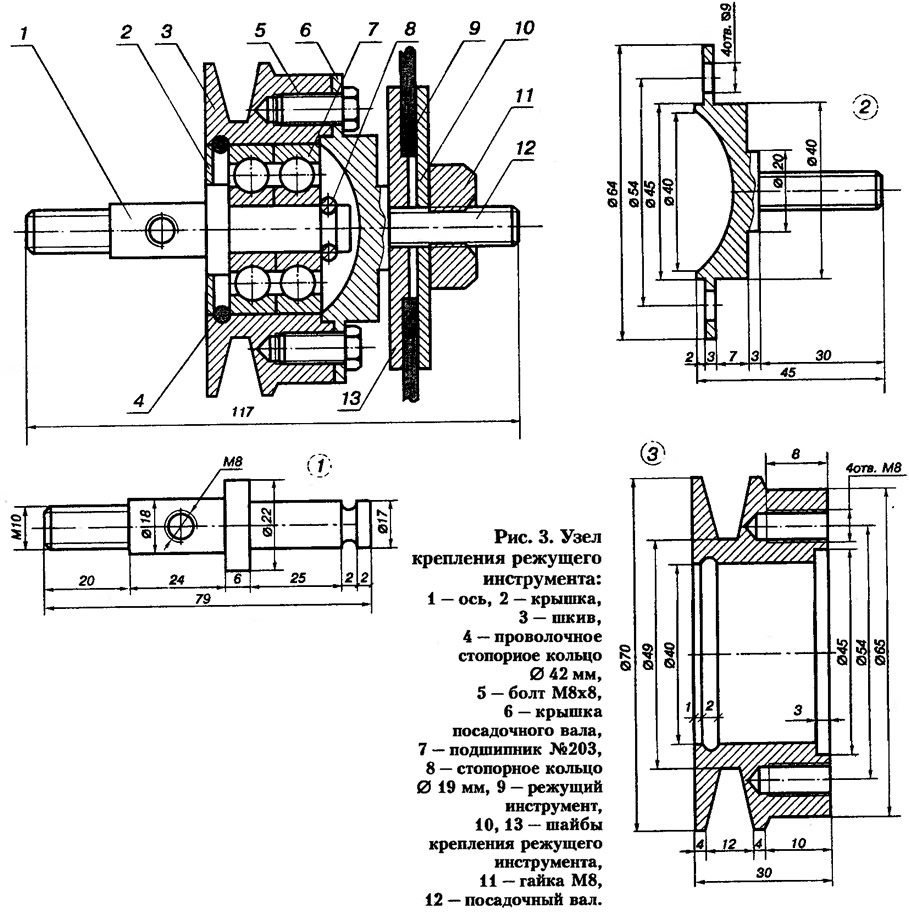
Детали узла крепления режущего инструмента изготавливают на токарном станке. Чтобы избежать биения, ось необходимо точить в центрах, а остальные детали — с одной установки и патроне токарного станка. Крышку привинчивают к шкиву четырьмя болтами М8. Отверстия для резьбы на шкиве и отверстия к крышке желательно сверлить с применением делительной головки. Если такой возможности нет, нужно накернить центры будущих отверстий на крышке и закрепить ее в тисках вместе со шкивом. После сверления первого отверстия ∅6,7 мм нужно зафиксировать обе детали стержнем такого же диаметра, чтобы они не смещались. Когда будут просверлены все четыре отверстия, снять крышку и рассверлить в ней отверстия ∅9 мм, затем нарезать резьбу М8 в отверстиях шкива.
Рама
Раму (рис. 4) можно сварить из тонкостенных труб или уголков. Чем меньше вес конструкции, тем легче переносить станок к месту работы.
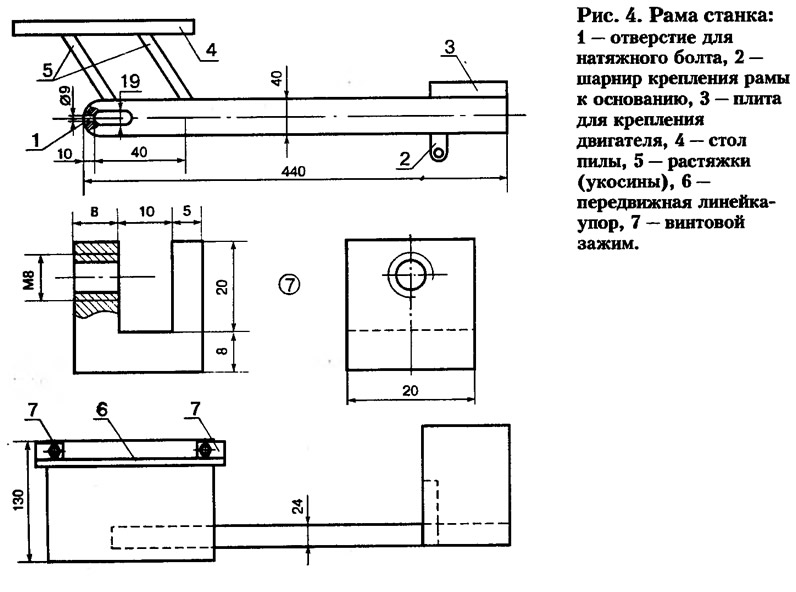
Двигатель на раме устанавливают неподвижно и крепят четырьмя болтами.
Для регулировки ширины распиливаемых материалов на раме имеется стол с передвижной упорной линейкой размером 220x40 мм. К ее концам с одной стороны приваривают винтовые зажимы, при помощи которых линейку можно фиксировать на столе. В качестве винтовых зажимов подойдут съемники мотоциклетных цепей, которые бывают в продаже.
Упорные зажимы надо приварить очень точно. Сначала закрепите их болтами, затем приложите к ним линейку. Не забудьте для обеспечения зазора между линейкой и столом подложить прокладку толщиной 1,5—2 мм, иначе после сварки вы не сможете передвигать упор по столу. Угол между столом и упором обязательно проверяйте угольником.
Станок необходимо заземлить. Для этого корпус станка присоединяют гибким проводом к внутреннему контуру заземления, а на улице — к забитому в землю металлическому штырю.
Журнал «САМ» №12, 1997 год