
При изготовлении некоторых конструкций, в частности, ульев требуются доски шириной 350 мм. Найти и приобрести доски такой ширины трудно. Есть у широких досок и недостаток: они коробятся в процессе эксплуатации ульев, поэтому я решил от широких досок отказаться. Лучше склеить щит из узких досок или просто брусков. Но прочность клеевого соединения встык профугованных краев досок слишком мала, соединение «в шпунт-гребень» более прочное, но прочность его оказалась недостаточной, да и отход материала велик.
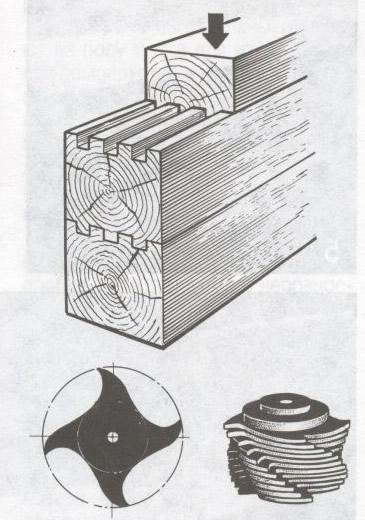
Выход нашел такой. Обрабатываю только те стороны досок (брусков), которые потом предстоит склеивать между собой. На станке фрезерую на строганных сторонах ряд пазов шириной 2 мм, глубиной 3 мм. Промазываю клеем поверхности, подлежащие склеиванию, и соединяю доски между собой так, чтобы гребни и пазы на досках вошли друг в друга. Гребни плотно входят в пазы, иногда приходится их даже вбивать. Работать надо осторожно, чтобы при ударе не замять пазы. Я обычно для этих целей использую вспомогательный брусок, с одной стороны которого профрезерованы пазы. Брусок кладу на доску и, совместив пазы, ударяю киянкой. Когда весь щит собран, сжимаю его двумя струбцинами и просушиваю. Склеенный щит строгаю с двух сторон на фуговальном станке до нужной толщины. Из таких щитов можно собрать прочный улей. Клей применяю мездровый или казеиновый. Подходят любые водостойкие клеи: К-17, ВИАМ-БЗ, эпоксидный и т.д.
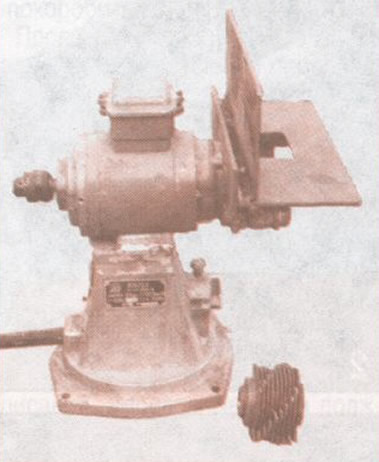
Станок для фрезерования пазов у меня сделан на трехфазном двигателе мощностью 0,3 кВт, 2850 об/мин. Он подключен к сети 220 В по обычной «конденсаторной» схеме «треугольник». Такой малой мощности вполне достаточно для работы. На валу двигателя закреплены ножевая головка, состоящая из трубки с гайкой, фрез и шайб. Фрезы сделаны из готовых фрез для работы по металлу диаметром 100 мм. Чтобы они могли резать древесину, часть зубьев удалена на наждачном круге и оставлены по 4 зуба.
Фреза собрана на трубке, между отдельными фрезами установлены шайбы такой толщины, чтобы между ними был зазор 2 мм, конструкция стягивается гайкой. Чтобы станок работал без вибрации и ударов, режущие кромки зубьев устанавливают смещенными относительно друг друга на 5—10 мм. Станок работает тихо, выбросов заготовки не бывает.
Стол с ограничивающей рамкой (линейкой) для равномерной подачи заготовки прикреплен непосредственно к корпусу двигателя.
Станок легко переносится, вес не более 8 кг. Крепится к столу (верстаку) двумя шурупами.
Журнал «САМ» №10, 1998 год